欧勒测径仪销售中心
专注外径测控、火花试验、芯线预热、联动控制领域
专注外径测控、火花试验、芯线预热、联动控制领域
服务热线:
13729949963
13729949963


东莞市利诺泰欧勒检测设备有限公司(下称:欧勒测控销售中心)是东莞市欧勒测控仪器有限公司的销售公司,主要经营欧勒测径仪,以雄厚的技术力量,始终坚持产品自我开发,引进国外在线检测技术,对外径测控产品具有二十几年的研发生产经验,在外径测控、火花试验、芯线预热、联动控制等各方面,都在国内占据一定的地位。突出的市场占有率,来源于优质的产品和良好的服务,高素质的员工队伍,为此提供了坚实的基础。
东莞市利诺泰欧勒检测设备有限公司在全国各地均设有销售、维修等服务机构。机构拥有销售及专业的技术服务人员多名,为客户提供高效快速的贴心服务,让客户满意是我公司全体员工追求的目标。
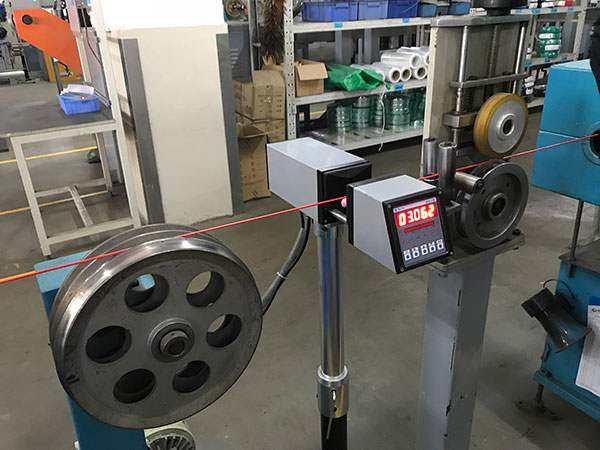
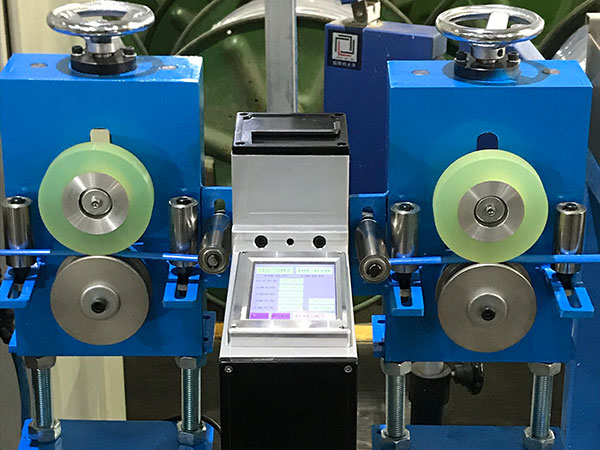
 测径仪测外径操作流程
测径仪测外径操作流程




")

")